



باند فرکانسی E (۷۱-۷۶ گیگاهرتز و ۸۱ – ۸۶ گیگاهرتز) در حال حاضر در لینکهای نقطه به نقطه بیسیم با ظرفیت چند گیگابیت بر ثانیه استفاده میشود. قسمت پیشرو[1] این لینکها توسط تقویتکنندههای حالت جامد با توان خروجی حدود ۱ وات تغذیه میشوند. این سطح توان خروجی سبب میشود تا بازده طیفی[2] و محدوده پوشش بسیار محدود شوند. این محدودیت باید توسط آنتنهایی با بهره بالا جبران شود. هرچند آنتنهایی با بهره بالا بسیار بزرگ میباشند و پر هزینه میباشند. لذا نیاز است تا به یک راه حل جایگزین دست بیابیم. دسترسی به دهها وات توان انتقالی به ما اجازه میدهد تا به کارایی طیفی بالاتر و محدوده پوشش وسیعتر دست بیابیم. لامپ موج ([3]TWT) بهدلیل قدرت بالا نسبت به دستگاههای حالت جامد، بهمنظور تأمین این توان ارسالی بالا، بسیار مورد توجه قرار گرفتهاند. در این مقاله طراحی و ساخت اولین TWT باند E براساس یک ساختار موج کند موجبر موجدار دوبل[4] پیشنهاد شده است. اینTWT برای فراهم کردن حدود ۷۰ وات توان و بیش از ۳۵ دسیبل بهره در باند ۷۱ – ۷۶ گیگاهرتز طراحی شده است.
واژگانکلیدی: باند E، لامپ موج، موجبر موجدار دوبل، لینک بیسیم
![]() باند فرکانسی E (۷۱ – ۷۶ گیگاهرتز و ۸۱ – ۸۶ گیگاهرتز) دارای پهنای باند ۱۰ گیگاهرتزی برای ارتباطات بیسیم نقطه به نقطه ([5]P2P) است [۱]-[۳]. لینکهای با نرخ داده بالا برای توزیع دادههای با ظرفیت بالا در لینکهای عقبی[6] در تحقق شبکههای 5G و 6G بسیار ضروری هستند. لینکهای باند E بهصورت تجاری با نرخ داده چند گیگابیت بر ثانیه در دسترس هستند. نرخ داده این لینکها بر اساس شرایط جوی متغیر است. هرچند، توان نسبتاً پایین تقویتکنندههای حالت جامد، که معمولاً در محدوده ۱ وات میباشد، باید توسط آنتنهای با بهره بالا جبران شود تا نسبت سیگنال به نویز (SNR) مورد نیاز جهت دسترسی به لینک در ۹۹.۹۹ % مواقع در شرایط جوی بارانی فراهم گردد [۴] و [۶]. معمولاً آنتنهای با بهره بالا ابعاد نسبتاً بزرگی دارند. در نتیجه، اگر به دهها لینک با ظرفیت چند گیگابیت در ثانیه نیاز باشد، باید از مجموعهای از قسمتهای پیشرو با ابعاد بزرگ استفاده شود. یافتن دکل مناسب برای نصب چنین مجموعهایی بسیار دشوار میباشد [۷]. لذا نیاز است تا به راهحلی جایگزین بیندیشیم. دسترسی به توان انتقالی بالاتر، کارایی طیفی و نرخ داده را افزایش و ابعاد آنتن را کاهش میدهد. این بهبودها سبب سهولت در نصب قسمتهای پیشرو میشوند.
باند فرکانسی E (۷۱ – ۷۶ گیگاهرتز و ۸۱ – ۸۶ گیگاهرتز) دارای پهنای باند ۱۰ گیگاهرتزی برای ارتباطات بیسیم نقطه به نقطه ([5]P2P) است [۱]-[۳]. لینکهای با نرخ داده بالا برای توزیع دادههای با ظرفیت بالا در لینکهای عقبی[6] در تحقق شبکههای 5G و 6G بسیار ضروری هستند. لینکهای باند E بهصورت تجاری با نرخ داده چند گیگابیت بر ثانیه در دسترس هستند. نرخ داده این لینکها بر اساس شرایط جوی متغیر است. هرچند، توان نسبتاً پایین تقویتکنندههای حالت جامد، که معمولاً در محدوده ۱ وات میباشد، باید توسط آنتنهای با بهره بالا جبران شود تا نسبت سیگنال به نویز (SNR) مورد نیاز جهت دسترسی به لینک در ۹۹.۹۹ % مواقع در شرایط جوی بارانی فراهم گردد [۴] و [۶]. معمولاً آنتنهای با بهره بالا ابعاد نسبتاً بزرگی دارند. در نتیجه، اگر به دهها لینک با ظرفیت چند گیگابیت در ثانیه نیاز باشد، باید از مجموعهای از قسمتهای پیشرو با ابعاد بزرگ استفاده شود. یافتن دکل مناسب برای نصب چنین مجموعهایی بسیار دشوار میباشد [۷]. لذا نیاز است تا به راهحلی جایگزین بیندیشیم. دسترسی به توان انتقالی بالاتر، کارایی طیفی و نرخ داده را افزایش و ابعاد آنتن را کاهش میدهد. این بهبودها سبب سهولت در نصب قسمتهای پیشرو میشوند.
TWT تنها ابزارهایی هستند که در عین برخورداری از ابعاد فشرده قادر به فراهم کردن دهها وات توان در باند موج میلیمتری هستند [۸]. نحوه عملکرد آنها مبتنی بر انتقال انرژی از یک پرتو الکترونی در خلأ بهوسیله یک سیگنال RF است که در یک ساختار موجبری یا ساختار موج آهسته (SWS[7]) انتشار مییابد. با توجه به لزوم هماهنگی سرعت فاز موج با سرعت الکترون، SWS سرعت فاز موج را کاهش میدهد. ابعاد SWS تابعی از طولموج است، لذا طولموج کوتاه در باند فرکانسی E طراحی ساختار مارپیچ[8] معمولی SWS، که در TWT های مایکروویو کاربرد دارند را بسیار دشوار میسازد. تا به امروز تنها یک ساختار مارپیچی TWT باند فرکانسی E با ابعاد کوچک گزارش شده است، بهطوریکه فرکانس قطع آن GHz 75 است [ ۹]. انواع مختلف SWS مبتنی بر موجبرهای فلزی معرفیشدهاند که از جمله میتوان به ساختارهای موجبر خمیده[9][۱۰] و موجبر موجدار دوبل [۱۱] اشاره کرد. تولید این نوع ساختارهای فلزی SWS نسبت به ساختارهای مارپیچ شکل سادهتر است. بهعلاوه اینکه ابعاد کوچک ساختارهای فلزی SWS جهت کاربردهای باند فرکانسی E مناسب است. هرچند در طراحی ساختار فلزی SWS با چالشهایی نیز برخورد میکنیم. با توجه به طول موج کوتاه در باند فرکانسی E، ابعاد این ساختارها در این باند بسیار کوچک است. در نتیجه حتی در صورت وجود خطا کوچک[10] در مراحل طراحی SWS فلزی، عملکرد آنها بسیار تحتتأثیر قرار میگیرد.
طراحی TWT به لطف نرم افزارهای شبیهسازی الکترومغناطیسی بهطور قابلتوجهی سادهتر از پیش شده است. این افزایش سهولت در نتیجه اضافه شدن امکان استفاده از ظرفیتهای محاسباتی GPU در این نرمافزارها میباشد. در نتیجه میتوان شبیهسازیهای دقیقی را برای مدلسازی نحوه عملکرد TWT انجام داد. با این حال، دقت ساخت، خطا کوچک، خطای مونتاژ و غیر صیقلی بودن سطح دیواره فلزی SWS تا حد محدودی میتوانند در شبیهسازیها گنجانده شوند، هرچند که این موارد در تولید موفقیتآمیز TWT بسیار حیاتی هستند [۱۲].
TWT در باند فرکانسی E [16] ،[13] عمدتاً برای کاربردهای فضایی مورد بررسی قرار گرفتهاند و تنها چند نمونه اولیه تولید و آزمایش شدند. تنها یک موجبر خمیده TWT با توان خروجی بیش از ۴۰ وات و بهره ۳۸ دسیبل گزارش شده است [۱۰]. یک ماژول قدرت مایکروویو (MPM[11]) شامل یک TWT مارپیچ در فرکانس ۸۱ گیگاهرتز با توان خروجی ۲۰۰ وات در [۱۴] گزارش شده است. TWT در حال حاضر در کاربردهای ویژه مانند فضا و صنایع دفاعی نیز استفاده میشوند و بودجههای کلان به این کاربردها اختصاصیافته است. یکی از مهمترین ویژگیهای مورد نظر برای TWT پذیرش در بازار مخابرات سیستمهای بیسیم، مقرونبهصرفه بودن و ساختار ساده برای تولید با تعداد بالا است. یکی از اصلیترین گزینهها برای ساخت TWT با مشخصات قابل قبول در بازار مخابرات سیار موجبر موجدار دوبل است. ساخت این موجبر بهدلیل ساختار ساده و همترازی بخشها، نسبتاً آسان است.
در این مقاله اولین نمونه ساختهشده یک موجبر TWT بر اساس موجبر موجدار دوبل با فرکانس کاری 71-76 GHz برای ارتباطات بیسیم مورد بررسی قرار میگیرد. این TWT برای فراهم کردن حدود ۷۰-وات توان خروجی اشباعشده و بهره بیش از ۳۵ دسیبل طراحی شده است. ساختار و عملکرد ساده این موجبر TWT ارائه شده اجازه میدهد تا لینکهای P2P با نرخ داده چندین گیگابیت بر ثانیه و همچنین پوشش منطقهای وسیع با آنتنهای با بهره پایین فراهم شود. بهطور کلی در این مقاله به معرفی TWT بر اساس موجبرهای موجدار دوبل میپردازیم. همچنین در این مقاله، ساختار ارائه شده با چند ساختار مرسوم دیگر مقایسه شده و روند طراحی آن بهصورت کامل بیان میگردد. علاوه بر این، روش نوآورانه ساخت TWT معرفی و چالشهای فرآیند ساخت آن مورد بررسی قرار خواهند گرفت.
 طراحی TWT
طراحی TWT
مشخصات موجبر TWT در باند فرکانسی E براساس سناریوی استقرار مربوط به شبکههای 5G و 6G تعریف شدهاند [ ۲] و [ ۱۷]. نیاز به نرخ داده چندین گیگابایت بر ثانیه در لینکهای طولانی 5G و 6Gکه باید توسط قسمت پیشروی باند فرکانسی E تأمین شود، با تقویتکنندههای حالت جامد موجود قابلدستیابی نیست. محدوده پوشش این لینکها تابعی از بهره آنتنهای آنها و توان انتقالی لینک است. لازم به ذکر است، افزایش[12] بهره آنتن با محدودیتهایی از جمله محدودیت ابعاد، مواجه است. در نتیجه تنها توان انتقالی بالاتر میتواند جهت افزایش محدوده پوشش مؤثر واقع شود. همچنین شرایط جوی میتواند قیدهای بیشتری به شرایط و محدوده پوشش این لینکها بیافزاید. بهعنوان مثال برای برقراری ارتباط در 99.99٪ در شرایط جوی بارانی (42 میلیمتر در ساعت) ITU[13] پیشنهاد کرده است تا حدود 12 دسیبل در کیلومتر تلفات اضافی در محاسبه بودجه لینک لحاظ شود. نرخ داده مورد نیاز مدولاسیون در یک محدوده پوشش معین تابعی از معیار سیگنال به نویز است. همچنین ITU برای مدولاسیونهای مرتبه بالا، که نیاز به خطینگی[14] مرتبه بالایی دارند، پیشنهاد کرده تا 6 تا 9 دسیبل عقبنشینی[15] در محاسبات بودجه لینک لحاظ شود. یک کانال با پهنای باند ۱ گیگاهرتز را در نظر بگیرید، دستیابی به ظرفیت انتقال داده در حدود ۶ گیگابایت بر ثانیه (با الزاماتی نظیر ۹ دسیبل عقب نشینی در محاسبات بودجه لینک و SNR حدود ۳۵ دسیبل) با مدولاسیون ۲۵۶ QAM (مدولاسیون دامنه مشخصه[16])، با کارایی طیفی حدود ۶ بیت بر ثانیه بر هرتز (bits / s / Hz) امکانپذیر است. بهعنوان یک تخمین مناسب از بودجه لینک، برای یک لینک با پوشش ۱.۵ کیلومتر و یک آنتن بشقابی کوچک با بهره 39 دسیبل و با فرض تقویتکننده کمنویز در گیرنده با بهره ۵ دسیبل، به حدود ۶۵ وات توان اشباعشده نیاز داریم. بر این اساس، جهت تحققبخشی به این لینک، به یک TWT باند فرکانسی E برای فراهم کردن حدود ۷۰-وات توان خروجی و بیش از ۳۵ دسیبل بهره در باند ۷۱ – ۷۶ گیگاهرتز طراحی نیاز است. در ادامه، طراحی و شبیهسازی یک TWT با مشخصات مذکور توسط نرمافزار شبیهساز سهبعدی (CST MWS [۱۸]) مورد بحث قرار خواهد گرفت.
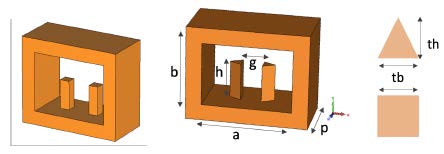
شکل ۱: (چپ) DCW با ستون مربعی؛ (مرکز) DCW با ستون مثلثی؛ (راست) شکل ستونها از بالا [20]
 A.موجبر موجدار دوبل (DCW)
A.موجبر موجدار دوبل (DCW)
در این مقاله یک DCW[17] در باند ۷۱ – ۷۶ گیگاهرتز با سرعت فاز همزمانشده با یک ولتاژ پرتو ۱۲.۲ کیلوولت طراحی شده است. ولتاژ این پرتو نسبتاً کوچک است تا بتوان آن را توسط یک منبع تغذیه فشرده نسبتاً کم توان تولید کرد. DCW با دو ستون مستطیلی و مثلثی طراحی شده است. شکل ۱ طرح کلی یک DCW را نمایش میدهد. ابعاد ستونهای مستطیلی و مثلثی مورد استفاده در DCW در جدول ۱ فهرست شدهاند. منحنی پراکندگی برای هر دو ستون مستطیلی و مثلثی DCW در شکل ۲ نشانداده شده است. یک دوره تناوب تکرار ستونها با تفاوت بسیار کم نسبت به ستون مثلثی (1125 میکرون) برای ستون مربعی DCW استفاده شد تا همزمانی یکسانی با پرتو 12.2 کیلوولت داشتهباشد، لذا امپدانس اثر متقابل[18] DCW با هر دو نوع ستون برای ولتاژ پرتو یکسان شود. خط پرتو مربوط به ولتاژ پرتو (مورد استفاده در شبیهسازی سلول (PIC[19]) نیز در شکل 2 نشانداده شده است. یک امپدانس اثر متقابل متوسط بالاتر از ۳.۵ اهم در کل باند برای DCW با ستونهای مثلثی بهدست آمده است. این امپدانس اثر متقابل در شکل 3 نمایش داده شده است. توجه داشته باشید که امپدانس اثر متقابل با ستونهای مثلثی بهصورت تقریبی دو برابر امپدانس اثر متقابل DCW با ستونهای مربعی است [۱۹]. لذا DCW با ستونهای مربعی در تزویجکنندهها[20] استفاده میشود یهطوریکه در آنها هیچ اثر متقابلی با پرتو الکترونی وجود ندارد.
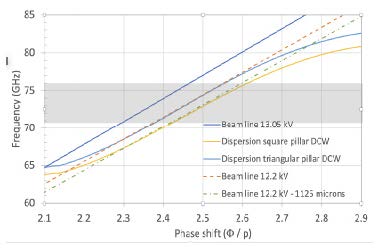
شکل ۲: پراکندگی DCW با ستون مثلثی بهعنوان تابعی از فرکانس [20]
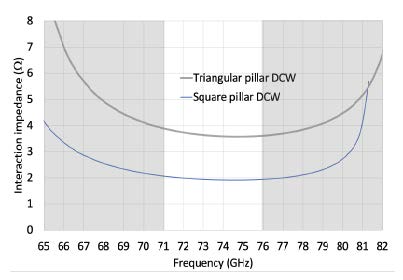
شکل ۳: امپدانس اثر متقابل DCW با ستون مثلثی و DCW با ستون مربعی [20]
توپولوژی کلی یک بخش از مدار برهمکنشی[22] DCW که میتواند بهعنوان بخش اول یا دوم در یک TWT تک بخشی یا دو بخشی استفاده شود در شکل ۴ نشانداده شده است. دوره تکرار ستونها به مشخصات طراحی بستگی دارد. ناحیه تعامل[23] شامل ستونهای مثلثی است، در حالی که تزویجکنندهها توسط ستونهای مربعی ساخته میشوند. ستونهای مثلثی مقاومت متقابل بالاتری دارند اما ساخت آنها سختتر است. به همین دلیل استفاده از آنها در منطقه تعامل محدود است. هدف از تزویجکنندهها، تبدیل مد[24] ترکیبی[25] در DCW به یک مد [26] TE01 است. از آنجایی که نیاز به هیچ تعاملی با پرتو الکترونی وجود ندارد، در ساخت تزویجکنندهها از ستونهای مستطیلی که ساخت آنها آسانتر است، استفاده شده است. هر تزویجکننده شامل ۱۵ ردیف ستون است که از ارتفاع کوتاه شدهاند تا با بال WR – 10 مطابقت داشته باشند. پارامترهای S یک مدار DCW با ۴۵ دوره از ستونهای مثلثی در ناحیه تعامل و ۱۵ دوره از ستونهای مربعی برای هر تزویجکننده در شکل 5 نمایش داده شده است.
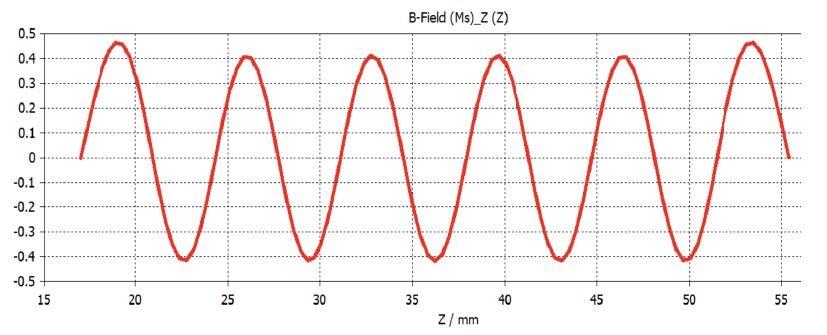
بهطور معمول، یک TWT به دو بخش ساختار تعاملی نیاز دارد که توسط یک سرور[27] از هم جدا شده است تا مشخصات بهره را برآورده کند [1]. سرور ناحیهای بین دو بخش است که برای جلوگیری از نوسانات، در آن سیگنال RF وجود ندارد. سرور TWT باند E از درگاه[28] خروجی بخش اول و درگاه ورودی بخش دوم که با مواد جاذب با جذب بالا پوشیده شده است، تشکیل میگردد (درگاهها در شکل 4 نمایش دادهشدهاند). اطلاعات فرکانس توسط پرتو الکترونی مدولهشده به بخش دوم منتقل میشود. پرتو الکترونی با جریان ۹۰ میلیآمپر تنظیم شده است، بهطوریکه توسط میدان مغناطیسی حدود ۰.۴ تسلا تولید میگردد. این میدان الکتریکی توسط یک سیستم مغناطیسی متناوب دائمی[29](PPM) مرسوم تولید شده است.
جدول 1: ابعاد DCW (میکرون) [20]
| 300 | Beam tunnel width (g) |
| 200 | Square pillar width (tb) |
| 200 | Triangular pillar base (tb) |
| 200 | Triangular pillar height (th) |
| 680 | Pillar height (h) |
| 1100 | Period (P) |
| 1270 | Waveguide height (b) |
| 1680 | Waveguide width (a) |
| 130 | Beam radius |
| WR10 | Input Output Port Flanges |
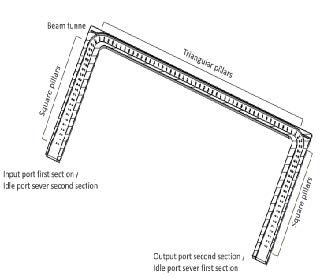
شکل ۴: مدار عمومی DCW با ناحیه برهمکنش و تزویجکنندهها [20]
شکل ۵: پارامترهای S برای مدار DCW شکل ۴ [20]
شکل 6: بهره DCW با TWT دوبخشی [20]
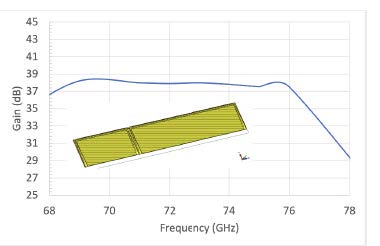
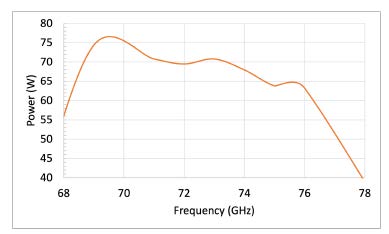
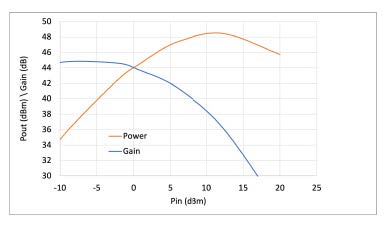
TWT باند E در ابتدا با دو بخش طراحی شده بود تا مشخصات مورد نظر را برآورده کند. بخش اول شامل ۳۰ دوره از ستونها برای ارائه بهره حدود ۱۹ دسیبل است. بخش خروجی شامل ۶۰ دوره از ستونها برای برآورده کردن بهره و مشخصات توان است. طول کل ناحیه برهمکنش حدود ۱۰۰ میلیمتر است. شبیهسازیهای PIC بهره بهتر از ۳۷ دسیبل و توان خروجی حدود ۷۰ وات با توان ورودی ۱۰ میلیوات را نشان میدهد، این نتایج بهترتیب در شکلهای 6 و 7 نمایش داده شدهاند. شکل ۸ منحنی Pin – Pout ناحیه خطی توان خروجی را برای عملکرد TWT نشان میدهد. یک DCW با TWT دو بخشی، بهعنوان یک مرجع با ستونهای تماماً مربعی، با 40 دوره تکرار ستونها در بخش اول و 90 دوره تکرار ستونها در بخش دوم تنها 30 دسیبل بهره تولید میکند. این بهخوبی تأثیر ستونهای مثلثی در جهت افزایش بهره را نمایش میدهد.
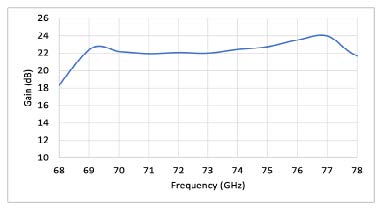
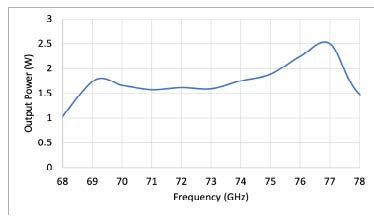
بهعنوان نمونه اولیه TWT، تصمیم گرفته شد که یک TWT مشابه با TWT دو بخشی اما با یک بخش ساخته شود. این امر اجازه میدهد تا فرآیند ساخت کامل TWT با مزیت ناحیه تعامل کوتاه برای کاهش تلاش برای همترازی پرتو و تمرکز مغناطیسی آزمایش شود. یک ساختار برهمکنش DCW ستون مثلثی 45 دورهای برای بهره حدود 22 دسیبل (شکل 9) و توان خروجی بیش از 1.5 وات (شکل 10) با توان ورودی 10 میلی وات طراحی شده است. این مقادیر برای جلوگیری از نوسانات احتمالی بهاندازه کافی کم هستند. رفتار متفاوت توان خروجی بهعنوان تابعی از فرکانس بین TWT دو بخشی (شکل ۷) و TWT تکبخشی (شکل ۱۰) ناشی از تغییر اندک در شرایط تعامل[30] است. TWT تکبخشی توسط سیگنال RF تغذیه میشود. بخش دوم TWT دو بخشی توسط یک پرتو مدولهشده تغذیه میشود که یک تغییر در شرایط همگامسازی در فرکانس بالاتر را تعیین میکند.
شکل 7: توان خروجی DCW با TWTدوبخشی [20]
شکل 8: نمودار توان خروجی بر اساس توان ورودی DCW با TWTدوبخشی [20]
شکل 9: بهره DCW با TWT تکبخشی [20]
شکل 10: توان خروجی DCW با TWT تکبخشی [20]
B. اپتیک الکترونی، جمعکننده و دریچههای RF
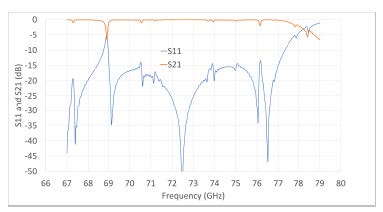
تفنگ الکترونی برای تولید یک پرتو با شعاع ۱۳۰ میکرومتر و جریان ۹۰ میلیآمپر طراحی شده است [21]. یک سیستم مغناطیسی متناوب دائمی برای تولید میدان الکتریکی با شدت ۰.۴ تسلا (شکل ۱۱) در طول ساختار برهمکنش طراحی شده است. جمعکننده[31] یک جمعکننده تکمرحلهای با احتمال پراکندگی است. پنجرههای RF حفرههایی مانند جعبه قرص معمولی با یک لایه دی الکتریک از جنس آلومینا هستند. شبیهسازی پارامترهای S دریچه RF در شکل 12 نشان دادهشده است. توجه داشتهباشید که در کل پهنای باند S11 زیر ۱۵ دسیبل است. S11 پایین از باند، در حدود ۶۹ گیگاهرتز، برای TWT تک بخشی نیز بهدلیل توان کم تولید شده حیاتی نیست.
ساخت TWT باند E
در این بخش جنبههای اصلی ساخت قطعات TWT مورد بحث قرار خواهد گرفت. بهطور خاص، یک تکنیک جدید برای غلبه بر خطر پیوند انتشار ضعیف[32] برای مونتاژ مدار DCW شرح داده خواهد شد.
شکل 11: میدان مغناطیسی (0.4 T) تولید شده توسط سیستم PPMا[20]
شکل 12: پارامتر S شبیهسازی شده از دریچه RFا[20]
A. ساخت مدار موجبری موجدار دوبل
مدار موجبری موجدار دوبل شامل تزویجکنندههای ورودی و خروجی با فلنج[33]برای اتصال دریچههای RF و تفنگ الکترونی و جمع کننده تونل پرتو است. این مدار توسط دو بلوک تقسیم شده از مس با رسانایی بالا بدون اکسیژن ([34]OFHC) ساخته شده است. یک بلوک شامل موجبر با ستونها، تزویجکنندهها و تونل پرتو است. ساخت این بلوک نیاز به دقت بالا در کنترل عددی کامپیوتر CNC و ابزارهایی با قطر بسیار کوچک (چند صد میکرون) دارد. بلوک دوم یک در تخت برای بستن موجبر است. زبری[35] سطح دیوارهای فلزی باید بهطور ایدهآل کمتر از عمق پوستی[36] (۲۴۰ نانومتر در ۷۶ گیگاهرتز) باشد تا از تلفات اهمی پایین اطمینان حاصل شود. این درجه از پرداخت سطح (حدود 200 تا 300 نانومتر) با استفاده از فرز CNC با سرعت اسپیندل[37] بسیار بالا (50000 دور در دقیقه) بهدست میآید [12] و [ 22].
این دو بلوک مونتاژ شده با استفاده از پیوند نفوذی به یکدیگر محکم پیوند داده میشوند. پیوند نفوذی فرایندی است که با اعمال فشار بالا در دمای نزدیک به نقطه ذوب فلز امکان بازیابی پیوند اتمی دو یا چند بخش فلزی را فراهم میآورد. این فرآیند خلأ مدار را تضمین میکند. پس از پیوند نفوذی، بلوک حاصل توسط دستگاه CNC برای دستیابی بهشکل مناسب برای پشتیبانی از سیستم تمرکز مغناطیسی دائمی ماشین کاری میشود. طراحی نهایی مدار DCW تکبخشی پس از فرزکاری CNC برای مونتاژ در TWT در شکل ۱۳ نشان داده شده است.
این مرحله نهایی ماشینکاری بلوک پیوندی بسیار حیاتی است. شکل ۱۴ یک ساختار بلوکهای مجزا را برای پیوند نفوذی نشان میدهد [ ۱]. مدار در دو بلوک ماشینکاری شده است. این پیوند باید در تمام سطح تماس بهصورت کامل بهدست آید. با این حال، منطقهایی که پیوند باید قوی و محکم باشد در امتداد محیط موجبر است. اگر اتصال در امتداد محیطی که توسط دیوارههای موجبر و تونل پرتو تعریف شده است قوی نباشد یا ناقص باشد، میتواند منجر به شکستگی مواد یا تغییر شکل در حین ماشینکاری شود که مدار را غیرقابل استفاده میکند و نیاز به ساخت یک مدار جدید با هزینههای اضافی زیاد ایجاد میشود. پس از پیوند نفوذی، هیچ راه سادهای برای بررسی کیفیت پیوند در محیط ساختار نهایی که باید ماشین کاری شود، وجود ندارد. این امر درصد موفقیت ماشین کاری نهایی و تکمیل موفقیتآمیز آن را بدون آسیب زدن به ساختار، نامشخص میسازد.
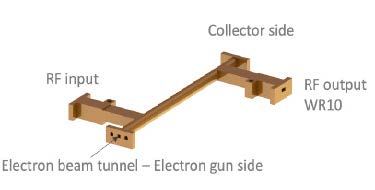
شکل 13: ترسیم ساختار نهایی مدار DCW تک مقطعی [20]
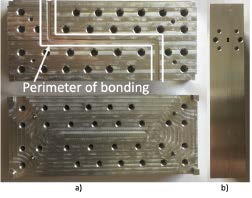
شکل 14: رویکرد بلوک تقسیم معمولی الف) بلوکهای تقسیمشده، ب) مونتاژ شده برای اتصال [1]
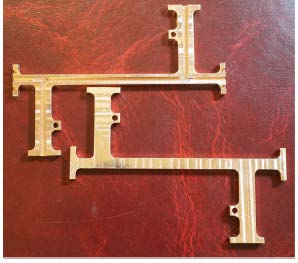
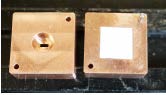
برای حل این مشکل، یک ساختار دو بخشی جدید پیشنهاد شده است. دو بلوک از مدار DCW با هندسهای بسیار نزدیک بهشکل نهایی تشکیل شدهاند. با روی هم قرار دادن این دو بخش و با انجام عملیات پیوند نفوذی میتوان به ساختار نهایی دست یافت. شکل ۱۵ دو بخش ساختهشده، بلوک موجبری و در پوش تخت DCW باند فرکانسی E را نشان میدهد. شکل ۱۶ جزئیات ستونهای مثلثی درون موجبر را نشان میدهد. تنظیم دو بخش روی یکدیگر با استفاده از پینهای دوبل بهدست میآید. باتوجه به کیفیت ساخت بالا، طول کلی هر بلوک حدود ۸۰ میلیمتر است که شامل منطقه برهمکنش (حدود ۵۰ میلیمتر) و تونل تیر با فلنج برای اتصال به تفنگ الکترونی و جمع کننده است. پروفایل دو بخش کمی گستردهتر از هندسه نهایی است تا دیوارههای فلزی ضخامت کافی برای ماشینکاری نهایی CNC داشته باشند. این هندسه اجازه میدهد تا پس از پیوند نفوذ، کیفیت پیوند در سطح مشترک در سراسر محیط ارزیابی شود و در نهایت ناحیه پیوند ضعیف یا نشت خلأ با یک مرحله لحیم کاری اضافی تقویت شود. پیوند نفوذی دو بلوک، بهدلیل ساختار فلزی ظریف نیاز به تعریف دقیق فشار و دما دارد تا از تغییر شکل سازه جلوگیری شود. برای سازه مورد بحث، فشار ۱۰ کیلو نیوتن با دمای ۱۰۰۰ درجه سانتیگراد اعمال شده است.
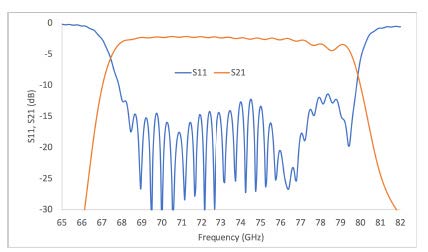
شکل ۱۷ دو بلوک را بعد از پیوند نفوذی نشان میدهد. این مدار مورد بازرسی قرار گرفته است تا نشت خلأ نداشته باشد. سپس ماشینکاری CNC مدار برای دستیابی بهشکل نهایی، همان طور که در شکل 18 نمایان میگردد، انجام شده است. دو بال جانبی به دریچههای RF متصل شدهاند. تونل پرتو توسط فلنجهایی با استفاده از پینهای رولپلاک برای همترازی با دقت بالا به تفنگ الکترونی و جمعکننده متصل میشود. شکل ۱۹، سیتیاسکن اشعه ایکس مدار DCW پیوندی را نمایش میدهد. کیفیت پیوند و عدم وجود هرگونه تغییر شکل پس از پیوند نفوذی در این شکل نمایان است. شکل ۲۰، S11 و S21 اندازهگیری شده از مدار DCW را پس از پیوند نفوذی نشان میدهد. اندازهگیری از طریق درگاههای ورودی و خروجی انجام شده است، که در شکل ۱۸ بهطور مستقیم به فلنجهای بسطدهنده[38]متصل شده، که اندکی دقت را کاهش داده است.
شکل 15: دو بلوک از مدار DCW که باید توسط پیوند نفوذی مونتاژ شوند [20]

شکل 16: جزئیات ستونهای مثلثی در منطقه تعامل [20]

شکل 17: مدار DCW پس از پیوند نفوذی [20]

شکل 18: شکل لوله تفنگ نهایی پس از ماشین کاری کاری نهایی CNCا[20]
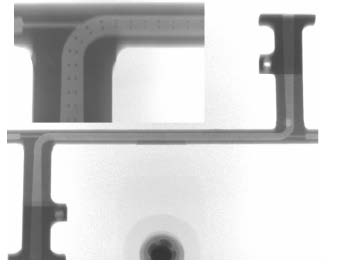
شکل 19: تصاویر سیتیاسکن اشعه ایکس از مدار DCW متصل شده. (بالا) جزئیات خم، (پایین) مدار DCW کامل [20]
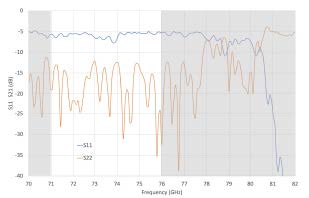
شکل 20: پارامترهای S اندازهگیری شده مدار DCW پس از پیوند نفوذی [20]
شکل 21: بلوکهای دریچه RF: حفره (چپ)؛ صفحه آلومینیومی (سمت راست) [20]
B. دریچه RF
ساخت دریچه RF با فرز CNC دو بلوک با نیمحفره یکسان انجام میشود. اولین بلوک دارای یک فلنج برای اتصال به فلنج متناظر بلوک DCW است (شکل ۱۳). بلوک دوم دارای بال WR10 در یک طرف و قاب برای حمایت از ورق سرامیک در طرف دیگر است. جزئیات این دریچه در شکل ۲۱ نمایش داده شده است. اولین بلوک به مدار DCW لحیم میگردد، سپس قسمت دوم با ورق آلومینیومی به قسمت اول لحیم میشود.

شکل 22: مونتاژ قطعه قطب برای پشته PPMا[20]

شکل 23: TWT باند E ساختهشده، مهر و موم نشده (بدون آهنربا) [20]
C. سیستم مغناطیسی متناوب دائمی (PPM)
سیستم PPM شامل قطبهای آهنی است که با آهنربا متناوب میشوند. قطعات میلههای آهنی در دو نیمه ساختهشدهاند. آنها با لیزر به یک لوله فولادی ضد زنگ که مدار DCW را در بر میگیرد جوش داده میشوند. لوله فولاد ضد زنگ در امتداد محور به دو نیمه تقسیم میگردد تا در اطراف لوله مونتاژ و سپس جوش داده شود. هدف از این لوله نیز ارائه یک پشتیبان قوی برای ساختار ظریف مس است. این سیستم در شکل ۲۲ نمایش داده شده است.
D. مجموعه TWT باند E
مونتاژ بخشهای TWT در مرحله نهایی است. مدار DCW با دریچههای RF لحیم شده است. متأسفانه، باقیماندهای از مواد لحیم کاری در تونل پرتو نشت کردهاند. تونل پرتو بهصورت مکانیکی تمیز شده است، اما برای جلوگیری از خطر وجود ذرات درون DCW، دریچههای DCW و RF جدیدی ساخته و مونتاژ شدند. علاوه بر این، جمعکننده و تفنگ الکترونی با استفاده از جوشکاری لیزری به مدار DCW مونتاژ میشوند. بعد از مرحله مونتاژ، TWT برای رسیدن به سطح خلأ بهتر از 10-8 برای عملکرد صحیح، پخته خواهد شد. در نهایت، اندازهگیریهای انتقال پرتو و خروجی RF انجام خواهد شد. شکل ۲۳، TWT را پس از مونتاژ نشان میدهد.
نتیجهگیری
در این مقاله طراحی و ساخت یک TWT برای باند فرکانسی E مورد بررسی قرار گرفت. این TWT دارای ویژگیهایی مانند ابعاد کوچک، هزینه ساخت کم و فرایند ساخت ساده است. همچنین روشهای ساخت و طراحی این TWT نیز در این مقاله مورد بررسی قرار گرفتند. این TWT میتواند تحقق سایتهای 5G و 6G را سادهتر و کمهزینهتر از پیش نماید.
منابع
[1] X. Li, X. Huang, S. Mathisen, R. Letizia, and C. Paoloni, “Design of 71-76 ghz double-corrugated waveguide traveling-wave tube for satellite downlink, ” IEEE Transactions on Electron Devices, vol. 65, no. 6, pp. 2195–2200, 2018.
[2] C. Dehos, J. L. Gonzalez, A. De Domenico, D. Kt ´ enas, and L. Dussopt, “Millimeter-wave access and backhauling: the solution to the exponential data traffic increase in 5g mobile communications systems?, ” IEEE Communications Magazine, vol. 52, no. 9, pp. 88–95, 2014.
[3] U. J. Lewark, J. Antes, J. Walheim, J. Timmermann, T. Zwick, and I. Kallfass, “Link budget analysis for future e-band gigabit satellite communication links (71–76 and 81–84 ghz), ” CEAS Space Journal, vol. 4, no. 1, pp. 41–46, 2013.
[4] A. M. Al-Samman, M. Mohamed, Y. Ai, M. Cheffena, M. H. Azmi, and T. A. Rahman, “Rain attenuation measurements and analysis at 73 ghz e-band link in tropical region, ” IEEE Communications Letters, vol. 24, no. 7, pp. 1368–1372, 2020.
[5] C. Han and S. Duan, “Impact of atmospheric parameters on the propagated signal power of millimeter-wave bands based on real measurement data, ” IEEE Access, vol. 7, pp. 113626–113641, 2019.
[6] L. Manoliu, R. Henneberger, A. Tessmann, J. Seidel, M. Eppard, and I. Kallfass, “Impairments of atmospheric attenuation on a wideband eband outdoor communication link, ” in 2021 51st European Microwave Conference (EuMC), pp. 990–993, 2022.
[7] F. Andre, J.-C. Racamier, R. Zimmermann, Q. Trung Le, V. Krozer, ´ G. Ulisse, D. F. G. Minenna, R. Letizia, and C. Paoloni, “Technology, assembly, and test of a w-band traveling wave tube for new 5g highcapacity networks, ” IEEE Transactions on Electron Devices, vol. 67, no. 7, pp. 2919–2924, 2020.
[8] C. Paoloni, D. Gamzina, R. Letizia, Y. Zheng, and N. C. L. Jr., “Millimeter wave traveling wave tubes for the 21st century, ” Journal of Electromagnetic Waves and Applications, vol. 35, no. 5, pp. 567–603, 2021.
[9] N. R. Robbins, D. R. Dibb, W. L. Menninger, X. Zhai, and D. E. Lewis, “Space qualified, 75-watt v-band helix twta, ” in IVEC 2012, pp. 349– 350, 2012.
[10] S. Liu, Q. Xie, Z. Chen, Y. Wu, Z. Zi, X. Wu, J. Cai, and J. Feng, “High linear power e-band traveling-wave tube for communication applications, ” IEEE Transactions on Electron Devices, vol. 68, no. 6,
pp. 2984–2989, 2021.
[11] M. Mineo and C. Paoloni, “Double-corrugated rectangular waveguide slow-wave structure for terahertz vacuum devices, ” IEEE Transactions on Electron Devices, vol. 57, no. 11, pp. 3169–3175, 2010.
[12] D. Gamzina, H. Li, L. Himes, R. Barchfeld, B. Popovic, P. Pan, R. Letizia, M. Mineo, J. Feng, C. Paoloni, and N. C. Luhmann, “Nanoscale surface roughness effects on thz vacuum electron device performance, ” IEEE Transactions on Nanotechnology, vol. 15, no. 1, pp. 85–93, 2016.
[13] Z. Zi, S. Liu, Q. Xie, S. Li, J. Cai, and S. Zhao, “A 70w 81-86ghz eband cw travelling wave tube, ” in 2019 International Vacuum Electronics Conference (IVEC), pp. 1–2, 2019.
[14] R. Kowalczyk, A. Zubyk, C. Meadows, T. Schoemehl, R. True, M. Martin, M. Kirshner, and C. Armstrong, “High efficiency e-band mpm for communications applications, ” in 2016 IEEE International Vacuum Electronics Conference (IVEC), pp. 1–2, 2016.
[15] R.-J. Hwu, D. K. Kress, S. V. Judd, J. M. Krebs, and L. P. Sadwick, “81–86 ghz e-band 90 watts high power traveling wave tubes, ” in 2016 IEEE International Vacuum Electronics Conference (IVEC), pp. 1–2, 2016.
[16] C. Robertson, A. Cross, C. Gilmour, D. Dyson, P. G. Huggard, F. Cahill, M. Beardsley, R. Dionisio, and K. Ronald, “71-76 ghz folded waveguide twt for satellite communications, ” in 2019 International Vacuum Electronics Conference (IVEC), pp. 1–2, 2019.
[17] C. Paoloni, “Sub-thz wireless transport layer for ubiquitous high data rate, ” IEEE Communications Magazine, vol. 59, no. 5, pp. 102–107, 2021.
[18] “Cst studio suite (microwave studio),” 2018. http://www.cst.com
[19] M. Mineo and C. Paoloni, “Improved corrugation cross-sectional shape in terahertz double corrugated waveguide, ” IEEE Transactions on Electron Devices, vol. 59, no. 11, pp. 3116–3119, 2012.
[20] Basu, R., Gates, J., Narasimhan, P., Letizia, R. and Paoloni, C., 2022, August. E-band traveling wave tube for high data rate wireless links. In 2022 47th International Conference on Infrared, Millimeter and Terahertz Waves (IRMMW-THz) (pp. 1-2). IEEE.
[21] R. Basu, J. M. Rao, R. Letizia, and C. Paoloni, “Low-cost electron gun for d-band traveling wave tubes, ” in 2021 22nd International Vacuum Electronics Conference (IVEC), pp. 1–2, 2021.
[22] D. Gamzina, L. G. Himes, R. Barchfeld, Y. Zheng, B. K. Popovic, C. Paoloni, E. Choi, and N. C. Luhmann, “Nano-cnc machining of subthz vacuum electron devices, ” IEEE Transactions on Electron Devices, vol. 63, no. 10, pp. 4067–4073, 2016.
پینوشت
[1] Frontend
[2] Spectral efficiency
[3]Traveling-wave tube
[4] Double-corrugated waveguide
[5] Point to point
[6] Backhaul
[7] Slow-wave structure
[8] Helix
[9] Folded Waveguide
[10] Tight tolerance
[11] Microwave power module
[12] Gain
[13] International telecommunication union
[14] Linearity
[15] Back-off
[16] Quadrature Amplitude Modulation
[17] Double-corrugated waveguide
[18] Interaction impedance
[19] Particle in Cell
[20] Coupler
[21] Dispersion
[22] Interaction circuit
[23] Interaction region
[24] Mode
[25] Hybrid
[26] Transverse Electric
[27] Server
[28] Port
[29] Periodic magnetic system
[30] Interaction conditions
[31] Collector
[32] Eventual weak diffusion
[33] Flange
[34] Oxygen Free High Conductivity
[35] Roughness
[36] Skin depth
[37] Spindle
[38] Extender flanges




